


产品展示
了解更多 
-
 铝质防火门
铝质防火门 -
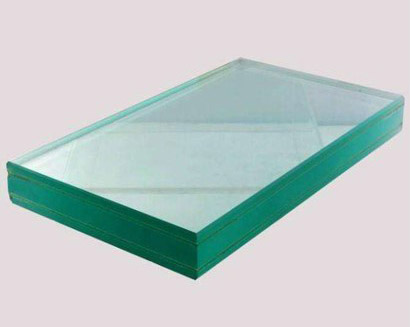
 夹胶玻璃
夹胶玻璃 -
 纳米硅防火玻璃
纳米硅防火玻璃 -
 中空玻璃
中空玻璃 -
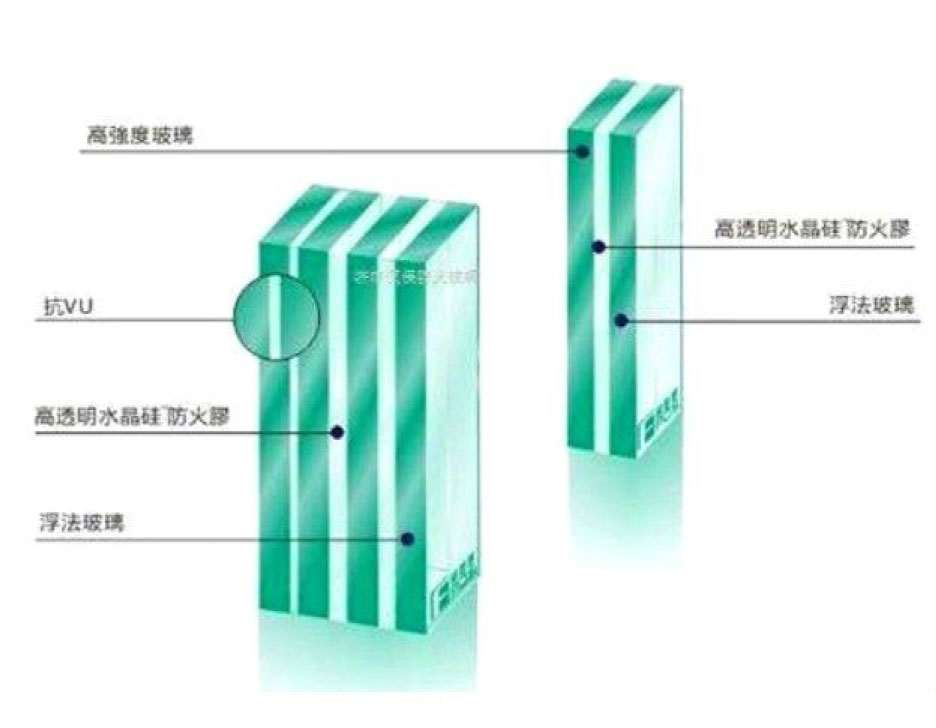
 复合防火玻璃
复合防火玻璃 -
 色钾单片防火玻璃C类
色钾单片防火玻璃C类
企业简介
更多

梅州市富明建材科技有限公司是一家专业以设计、制造、施工:钢化玻璃、防火玻璃、中空玻璃、夹胶玻璃、节能玻璃、节能门窗幕墙、铝合金防火窗、钢质防火窗:定制全屋家具、办公家具的民营企业。公司座落于叶帅故里,风景秀丽的世界客都。位于梅州市梅县区汶水工业园(205国道旁边)。公司占地两万平方米,拥有现代化的标准厂房。公司技术力量雄厚,生产工艺,生产设备先进,检测设施齐全。公司产品种类齐全,产品严格按照国家强制认证质量要求生产,品质好!
经过富明人的持续努力,业绩稳步增长,企业规模不断扩大,并在业界取得优异成绩。2019年公司乔迁新址,为了公司更快更稳发展,公司2020年更名为梅州市富明建材科技有限公司。公司自2011年创立梅县区程江富明玻璃制品加工厂以来,始终坚持“成就你我、共创未来”的抱团发展理念,以人为本。坚守“以客户为中心,持续为市场创造更好产品”的经营理念。始终秉承善学、互助、积极、创新的企业文化,力争让公司成为行业内高质量品牌。
服务案例
了解更多
-
 蕉岭保利园
蕉岭保利园 -
 御园阳光城
御园阳光城 -
 铁汉生态华翰林
铁汉生态华翰林 -
 山水名都
山水名都 -
 蕉岭岭南院子
蕉岭岭南院子 -
 客家新世界
客家新世界
公司动态
了解更多
-

如何提高钢化玻璃的承载能力
钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。 -

防火玻璃使用注意事项
防火玻璃作为一种新的建筑防火产品被越来越多的建筑所采用,但这类产品的设计检验还没有专门的规范与标准。 -

中空玻璃有哪些优点 钢化玻璃的特点
玻璃隔风透光、性能稳定,各种类型由于使用场合不同而具备不同的特性,适用范围非常广。我们在挑选玻璃时,除了关注价格以外,还应对其种类和性能有一定了解,扬长避短,才能够找到更适合使用的材料。 -

中空玻璃的特点及工作原理
中空玻璃是一种良好的隔热、隔音、美观适用、并可降低建筑物自重的新型建筑材料,它是用两片(或三片)玻璃,使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。
Copyright@2010 梅州市富明建材科技有限公司
咨询热线:0753-2581399
E-mail:769987696@qq.com
地址:梅州市梅县白渡镇汶水工业园
技术支持:客都梅州网(梅州乐创网络)







